
Elektrik makinaları durgun ve dönen elektrik makinaları diye iki kısma ayrılır. Durgun elektrik makinaları transformatörlerdir. Transformatörler daha önce anlatıldığından bu başlık altında dönen elektrik makinaları konusu ele alınacaktır. Elektrik enerjisini mekanik enerjiye ya da mekanik enerjiyi elektrik enerjisine dönüştüren aygıtlara Elektrik Makinaları (Elektrik Makineleri) denilir. Motorlar ve jeneratörler (generatörler) bu nedenle bir elektrik makinasıdır.
Elektrik Makinaları Özellikleri ve Yapım Şekilleri
Her elektrik makinası biri sabit (Stator) ve diğeri kendi çevresinde dönen (Rotor ya da Endüvi) iki ana parçadan oluşur. Bu ana parçalar: elektrik akımını ileten parçalar (örneğin : sargılar), manyetik akıyı ileten parçalar ve konstrüksiyon parçaları (örneğin : vidalar, yataklar) olmak üzere tekrar kısımlara ayrılır. Alternatif akım ile çalışan elektrik makinalarında rotor ve statorun manyetik akıyı ileten kısımları fuko akımlarından kaçınmak amacıyla tabakalandırılmış saçlardan yapılır. Rotor ve Stator saç paketlerinin yapılması için 0,35 – 1,5 mm kalınlığında, tek ya da çift taraflı yalıtılmış saç levhalar makas tezgâhlarında şeritler halinde kesilir. Bu şekilde oluşturulan saç şeritler şerit çekirdekli trafoların ve makinaların yapımında başka bir işleme gereksinilmeden derhal kullanılabilmektedir.
Makastan çıkan saç şeritler çok seri çalışan kalıp kesme presine verilir. Dakikada 300 – 500 kesme yapan 500 000 kp’lık presler stator ve rotor saç profillerini bir dizi kesme halinde arka arkaya çıkartır. Rotor ve stator saç profilleri birbirini boşluğunu dolduracak şekilde kesildiğinden (kalıpla), üretim sonu kırpıntı parça miktarı çok azdır. Büyük çaplı rotor ve stator saç paketleri genellikle tek kesmede çıkartılır. Bunun için önceden hazırlanmış disk şekildeki saçlar üst üste gelecek şekilde yerleştirilir. Bu şekilde yerleştirilmiş saç tabakaları kalıp kesme presinde tek bir hamlede kesilir. Sargıların yerleştirilmesi için gerekli oluklar makinalarda açılır. İşlem görecek parça miktarı fazla değil işe, oluk açma otomatında oluklar tek tek açılır. Büyük sayıdaki parça miktarları ve büyük çaplı saçlar için her seferinde 5-6 oluk açabilen otomatlardan yararlanılmaktadır.
Oluk açma otomatlarından gelen saçlar özel sayıcı terazilerde tartılır, istif makinasında üst üste tabakalandırılır ve 5 – 10 kp/cm lik bir basınç altında saç paketi halinde birleştirilir.
Stator ve rotor sargı oluklarına uygulamada genellikle karton döşenmektedir. Yalıtmak amacıyla döşenen kartonun görevi: Oluk içindeki pürüzleri örtmek ve sargı tellerini hasarlardan korumaktır.
Karton ile yapılan oluklara sargılar döşenir. Stator ve rotor sargıları tek kat ya da çift kat sarımlı yapılırlar. Tek katlı sargılarda her oluk içinde her bir sargının yalnız bir kenarı, buna karşın çift katlı sargılarda çift sayıda bobin kenarı (genellikle iki) bulunur.
Stator Sargıları
Stator sargıları: Tek katlı sargılarda, önceden bir sargı makinasında hazırlanmış ve izole edilmiş sargı paketleri açık oluklara tek tek yerleştirilir (şekil – 1 a). Yüksek gerilimli statorlarda açık oluklu saç paketleri kullanılır. Yarı açık oluklara (şekil – 1 b) sargılar özel kalıp ya da şablonlar yardımıyla tek tek döşenmektedir. Tam kapalı oluklar içine, teller statorun alın tarafından başlayarak, ipliğin iğneye geçirildiği gibi tek tek geçirilir. Sonra bu teller sargı haline getirilir (şekil – 1 c). Oldukça uğraş gerektiren bu tür sarım yerine özel sargı paketleri de kullanılmaktadır. Bu sargı paketlerindeki iletkenler sadece daha önceden hazırlanmış taraflarından oluklara sokulur. Bu şekilde olukların diğer tarafından dışarı çıkan sargı başları birbirleriyle sert lehim ya da kaynak suretiyle birleştirilir.

Şayet oluklara az sayıda ve büyük kesitli iletkenler sokulacaksa, çubuk şeklindeki iletkenler kullanılır. Bunlar sonradan kendi aralarında vidalarla ya da lehimlemek suretiyle birleştirilir. Tahta ya da fiberden yapılmış oluk kamaları (ya da takozları) oluk ağızlarını kapatmaya yarar. Oluklardan dışarı çıkan sargı başları pamuk ya da cam pamuğu ile sıkıca sarılarak yalıtılır. Sargıların devre bağlantıları sağlandıktan sonra stator bir fırın içinde 100°C civarında kurutulur ve sonra yalıtkan vernik emdirilir. Vernik emdirme işlemi havasız bir ortam içinde yapılır. Bunun için önce stator bir vakum kabı içine yerleştirilir ve kap sıkıca kapatılarak havası çekilir. Sonra kabın üstünde bulunan vernik musluğu açılarak içeriye vernik gönderilir. Ortam havasız olduğundan içeriye gönderilen vernik sargıların en küçük aralıklarına dahi nüfuz eder. Vernik emdirme işleminden sonra stator tekrar kurutma fırınına sokulur ve burada son kurutma işlemi yapılır.
Rotor Sargıları
Rotor sargıları elde ya da makinada sarılır. Bunun dışında uygulanacak bütün işlemler stator sargılarında olduğu gibidir.
Elektrik Makinaları Balans Ayarı
Elektrik makinalarında dönen parça; yani rotor ile stator arasındaki uzaklık çok küçüktür (çoğunlukla 1 mm’den küçük). Bu nedenle rotorun çok iyi yataklanması zorunludur. Rotorun dönme anında titreşimler ve bel vermeler ortaya çıkmamalıdır. Titreşimlerin genellikle nedeni ağırlığın rotor üzerine düzenli dağılmamış (Balanssızlık, dengesizlik) olmasındadır. Bu durum saç paketlerinden ileri gelebildiği gibi sargıların düzensiz döşenmesi de neden olabilir. Bu nedenle rotorlar, monte edilmeden bir balans kontrolünden geçirilerek balanslanır (dengelenir).

Balans kontrol ve ayarının prensibi şekil – 2’de gösterilmiştir. Şekil – 2’de, örneğin: üzerinde fazladan bir m1 ağırlığı takılmış bir kayış kasnağı hızlı bir şekilde yataklar üzerinde döndürülürse, dönme anında oluşan dengesiz merkezkaç kuvveti nedeni ile düzensiz hareketler ortaya çıkar. Kasnağın dönüş hareketi sona erdiğinde, kasnak m1 ağırlığı, daima aşağı gelecek şekilde durur. Kasnak üzerine ve bu m1 ağırlığının tam karşısına aynı kütlede başka bir m2 ağırlığı takılırsa, dönü hareketinin bitiminde kasnağın rastgele bir pozisyonda durduğu ve artık m1 ağırlığından etkilenmediği görülür. Bu şekilde yapılan bir işleme Statik balans ayarı denilir (statik – durgun).
Statik balans ayarı yapılmış merdane şeklindeki bir cisim çok hızlı döndürülürse, balans ayarına rağmen salgılı dönebilir. Böyle bir durumda dinamik bir balanssızlık söz konusudur. Bu türdeki bir balanssızlığın giderilmesi Dinamik balans ayarı ile yapılır. (Şekil – 3).
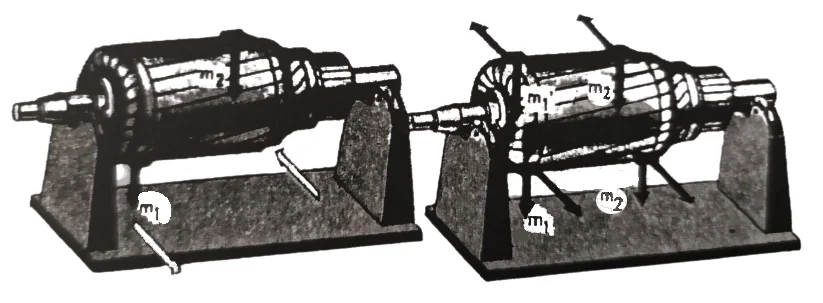
Şekil – 3’de, örneğin : m1 ve m2 gibi ağırlıklarla, ancak farklı düzlemler üzerinde statik balans ayarı yapılmış bir rotor çekirdeği hareketsiz iken balanslı görünümünü verir. Rotor çekirdeği dönmeye başladığında m1 ve m2 ağırlıklarının oluşturdukları merkezkaç kuvvetleri zıt yönlerde ancak farklı düzlemler üzerindedir. Bundan dolayı, oluşan kuvvetler birbirini dengeleyemez ve çekirdeğin salgılı dönmesine neden olur. Bu tür bir balanssızlık, m1 ve m2 kütlelerinin tam karşılarına (aynı düzlem içinde) aynı ağırlıklarda m1 ve m2 gibi karşı kitleler takılmak suretiyle giderilir. Böyle bir işlem sonucu rotor çekirdeğinin statik ve dinamik balans ayarları yapılmış olur (şekil – 3).
Balans makinalarında (şekil – 4) balanssız bir cismin dönerken oluşturduğu yatak titreşimleri önce elektriksel gerilim değerlerine dönüştürülmekte ve sonra bir ölçü aleti ile gösterilmektedir. Dönen cisim üzerinde balans ayarının yapılacağı yeri bir stroboskop lambası makinadan aldığı komutlarla her bir tam devirde çakarak aydınlatır. Böyle bir stroboskop ışığı altında dönen cisim, kontrolü yapan kişiye sanki duruyormuş gibi bir görünüm verir. Dönen cisim üzerine takılmış ve üzerinde sayılar bulunan bir band, stroboskop ışığı altında okunarak balans ayarının yapılacağı kısım saptanır.

Balans ayarı, rotordan malzeme çıkarma (delme, freze etme ya da taşlama) ya da malzeme ekleme (perçin çakma, lehimleme, kaynaklama) yoluyla yapılır.
Elektrik Makinaları Sargıların Kontrolü
Sargı ile saç paketleri arasındaki izolasyonun bozulması Şasi kaçaklarını ortaya çıkarır. Şasi kaçaklarının kontrolu yüksek gerilim altında bir test lambası ile yapılır. Sargılardaki kopukluklar ise bir ohmmetre ile kontrol edilmektedir. İzolasyonun bozukluğu nedeni ile birbirinden ayrı teller ya da sargı katları bir bağlantı kurarlarsa, Sargı kaçakları ya da katlar arası kaçaklar ortaya çıkar. Bu tür kaçaklar kendilerini, makinada ortaya çıkan dengesiz uyarılarla belli eder. Sargı kaçaklarını kontrol etmek için tek tek sargı bobinlerinin dirençleri ölçülebilir. Ancak direnç değişiklikleri çok küçük olabileceğinden, stator ve rotordaki sargı kaçaklarını tespit etmek amacıyla uygulamada genellikle manyetik test aygıtlarından yararlanılır.
Elektrik Motoru Mil Gücünün Ölçülmesi
Motorların mil güçleri özel kontrol tezgahlarında ölçülmektedir. Bu amaç için motorun tork değeri (döndürme momenti) bir fren ile ve devir sayısı bir devir sayıcı saat ile ölçülür. Fren olarak Prony freni, Fuko akımı freni, Su freni ve Fren jeneratörü kullanılmaktadır.
ω = 2 . π . n
P = M . ω
M = F . r
r = manivela kolun uzunluğu (m) (moment kolu)
ω = açısal hız (1/s)
n = devir sayısı (1/dak)
P = Motor gücü (W)
M = Tork (Nm) (döndürme momenti)
F = Güç terazisi yardımıyla ölçülen kuvvet (N)
Prony Freni
Prony fren sisteminde iki adet fren pabucu bulunur. Bu fren pabuçları, motor mili üzerindeki bir kam oluğuna geçirilen su soğutmalı bir fren tamburasına vidalar yardımıyla bastırır. Fren gövdesi üzerinde vidalarla aksi yönde çalışan bir manivela kol bulunur. Bu kolun ucuna ağırlıklar asılmaktadır. Ölçüm için, motora akım verilerek döndürülür ve vidalar sıkılmak suretiyle gittikçe yüklenilir. Anma akımına gelindiği sırada yüklenme ağırlıkları manivela koluna asılarak denge durumu elde edilir. Manivela koluna asılan toplam ağırlık, formüldeki F-kuvveti olmaktadır.
Fuko Akımı Freni
Fuko akımı fren sisteminde bakır ya da alüminyum bir disk bir elektro mıknatısın manyetik alanı içinde frenlenmektedir. Milin Tork değeri Prony fren sisteminde olduğu gibi manivela kolu ve denge ağırlıklarıyla bulunur. Denge ağırlıkları yerine Tork terazisi de kullanılabilmektedir. Fuko akımı freninin kullanılması çok basittir.
Hidrolik Frenler
Su frenlerinde (hidrolik frenler) kullanılan su, hareketli ve sabit makina parçaları arasında bir tür sürtünme görevi yapar. Bunun sonucu oluşan ısı enerjisi ilgili formüllerden yararlanılarak mekanik enerji halinde hesaplanır ve motor mili gücü bulunur. Sarkaçlı dinamo ya da Güç terazisi olarak da anılan Fren jeneratörü (şekil – 441) prensipte bir doğru akım jeneratörüdür. Ancak bu jeneratörün statoru, rotor çevresinde ayrıca dönebilecek şekilde özel bir muylu içinde yataklanmıştır. Mil gücü ölçülecek motor tarafından rotorun döndürülmesi anında, stator üzerinde alan uyarısı nedeni ile bir moment oluşur. Bu oluşan moment, motor momentinin aksi yönünde olup sistemde bulunan bir terazi ile ölçülür. Fren jeneratöründe üretilen elektrik enerjisi ayarlı yük dirençleri üzerinden ısı enerjisine dönüştürülür.
Elektrik Makinaları Soğutması ve Havalandırma
Bütün elektrik makinalarında ortaya çıkan kayıplar ısıya dönüşür. Bu ısının yükselmesi halinde izolasyon bozulur ve makina kullanılmaz hale gelir. Öz soğutmalı makinalarda soğutucu hava, makinanın dönen parçaları tarafından, yani özel bir pervane olmaksızın hareket ettirilir. Kendinden soğutmalı makinalarda rotor miline bağlı bir pervane, makinanın soğutulacak parçalarına devamlı hava üfler. Dışarıdan soğutmada ise başka bir motor tarafından çalıştırılan bir vantilatör soğuk hava sağlamaktadır.
Elektrik Makinaları İzolasyon Maddeleri ve Sınır Isıları
Sargılarda ve diğer makina kısımlarında oluşan ısılar, kayıp ısı ile dışarıya verilen ısı dengeye gelinceye kadar yükselir. Ancak bu arada sargı izolasyonlarının ısı duyarlılığına bağlı olarak en büyük devamlı sıcaklık aşılmamalıdır. Bugünkü elektrik makinaları kurallarına göre en büyük 40°C’lik çevre sıcaklığı için sargılarda 60 – 75°C’e kadar üst sıcaklık farklarına göz yumulabilir. Üst sıcaklık farkı: 40°’nin üstünde müsaade edilebilecek en büyük sıcaklık demektir. Mika, amyant, cam elyafı ve silikonlar için en büyük üst sıcaklık farkı = 125°C’dir. Burçlu ve masuralı yataklarda ise bu fark 45 – 55°C olmaktadır.
Elektrik Makinaları İşletme Türleri
Elektromotorların seçiminde işletme türü büyük bir anlam taşır. Bir makinanın kısa, uzun ve kesintili sürelerle işletilmesinde, az ya da çok ısınmış olması onun seçimine etkiyen en belirgin bir özelliktir. İşletme türleri standart olup S1 den S8’e kadar 8 farklı şekildedir.

Devamlı İşletme
Devamlı işletme (S1): Motordaki ısı değişmez ve kararlı kalacak şekilde, anma gücünde yapılan bir işletme türüdür. Devamlı işletmeye uygun motorlar anma gücü değerinde uzun süre çalıştırılabilir (şekil – 442 a).
Kısa Süreli İşletme
Kısa süreli işletme (S2) : Bu işletme türünde motordaki ısı kararlı bir seviyeye yükselemez. Motor kısa sürelerle çalıştırılır ve uzun sürelerle durdurulur. Uzun süreli zaman aralıklarında motor tam soğuma olanağı bulur (şekil – 442 b).
Kesintili İşletme
Kesintili işletmede (S3, S4, S5) hem çalıştırma hem de durdurma zamanları kısadır. Bu nedenle motor tam soğuma olanağı bulamaz (şekil – 442 c). Motorun yol verme akımı ısınma için önemsiz ise S3 önemli ise S4 ve frenleme akımı motoru ayrıca ısıtıyorsa S5 işletmeleri söz konusudur.
Kesintili Yüklenme Halinde Devamlı İşletme
Kesintili yüklenme halinde devamlı işletme (S6) Bu işletme türünde motor devamlı çalışır, ancak zaman zaman yüklenir. Motor boşta dönerken çok az soğuma olanağı bulur (şekil – 442 d).
Yol Vererek Frenleyerek Kesintisiz İşletme
Yol vererek frenleyerek kesintisiz işletme: (S7) Motor daima gerilim altındadır ve normal olarak durdurma aralığı yoktur. Bu işletme türünde tehlikeli sıcaklıklar oluşabilir.
Kesintisiz İşletme
Kesintisiz işletme: (S8) Motor devamlı yük altında bulunur. Ancak devir sayısında ve dönüş yönünde değişiklikler yapılabilir.
Elektrik Makinaları Bakım ve Onarımı
Elektrik makinalarının özellikle yataklarında, fırçalarında, kollektörlerinde ve döner bileziklerinde daima aşınmalar söz konusudur. Yatakların bozulması rotorun, stator ve saç paketlerine sürtünmesine ve kısa süreler içinde makinanın elden çıkmasına neden olur. Balans ayarı yapılmamış ya da bozulmuş kavramalar, kayış kasnakları ve çok gergin tutulmuş kayışlar yatak aşınmalarını hızlandırır. Yatakların zamanı geldikçe, yenisiyle değiştirilmesi kesinlikle iyi sonuçlar verir ve diğer motor parçalarının yaşamını uzatır. Yatakların değiştirilmemesi gibi yanlış bir tutuma gitmek, çoğu kez tüm makinanın yaşam süresini tehlike altına sokmaktadır
Fırçalar, kollektörler ve döner bilezikler özel bir bakıma ihtiyaç duyar. Makinalarda, daima o makina talimatının öngördüğü fırçalar kullanılmalıdır. Aksi halde fırçalar düzensiz aşınır ve kollektör bozulabilir. Döner bileziklerde çentikler ve oluklar bulunmamalıdır. Bu gibi durumlarda, bunlar tornalama ya da taşlama suretiyle giderilmelidir.
“Elektrik Makinaları” üzerine bir yorum
slm endüvi balans makinasımı fiyatı ne viduyusu ve tanıtımı varmı